| СПЕЦИФИКАЦИИ ЗА СТОМАНЕНИ ТРЪБИ LSAW | |
| 1.Размер | 1) OD: 406mm-1500mm |
| 2) Дебелина на стената: 8 мм-50 мм | |
| 3)SCH20,SCH40,STD,XS,SCH80 | |
| 2.Стандарт: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252ASTM A500 и др |
| 3.Материал | ASTM A53 Gr.B,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H и др. |
| 4. Използване: | 1) течност с ниско налягане, вода, газ, масло, тръбопровод |
| 2) структурна тръба, тръбопроводна конструкция | |
| 3) ограда, тръба на вратата | |
| 5.Покритие | 1) Оголени 2) Черно боядисано (лаково покритие) 3) Поцинкована 4) Омаслени 5) PE, 3PE, FBE, покритие, устойчиво на корозия, антикорозионно покритие |
| 6.Техника | надлъжно заварена стоманена тръба |
| 7. Проверка: | С хидравлични тестове, вихрови токове, RT, UT или проверка от трета страна |
| 8.Доставка | Контейнер, съд за насипни товари. |
| 9. За нашето качество: | 1) Без повреди, без огънати 2) без неравности или остри ръбове и без остатъци 3) Безплатно за омазняване и маркиране 4) Всички стоки могат да бъдат проверени чрез проверка от трета страна преди изпращане |

Инженерен случай на Хонконг
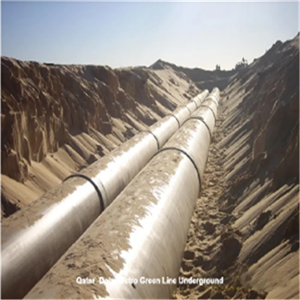
Инженерен случай на Катар
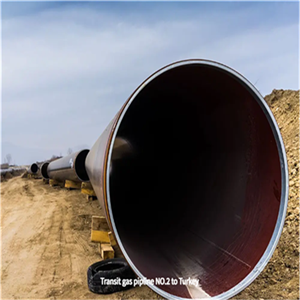
Инженерен случай на Турция

Надлъжно заварено под флюс(LSAW) Тръбата използва технология за електродъгово заваряване под флюс, използвайки заваряване с пълнеж, дъга за защита от поток от частици.
LSAW е английското съкращение на дъгово заварена стоманена тръба с прав шев под флюс.Производственият процес на електродъгово заварени стоманени тръби с прав шев включва JCOE технология за формоване, технология за електродъгово заваряване под флюс и UOE технология за формоване.
Процесът на производство на надлъжно дъгово заварени (LSAW) тръби е както следва:
Ултразвуково сондиране на плочи → фрезоване на ръбове → предварително огъване → формоване → Предварително заваряване → Вътрешно заваряване → Външно заваряване → Ултразвукова проверка → Рентгенова проверка → Разширяване → хидравличен тест → l.Скосяване → Ултразвукова проверка → Рентгенова проверка → Проверка с магнитни частици в края на тръбата

| Изисквания за якост на опън | |||
| 1 клас | 2 клас | 3 клас | |
| Якост на опън, min, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Граница на провлачване или граница на провлачване, min, psi (MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Основно минимално удължение за номинална дебелина на стената %6 инча (7,9 mm) или повече: Удължение в 8 инча (203,2 mm), min, % Удължение в 2 in. (50,8 mm), min, % | 18 30 | 14 25 | ... 20 |
| За номинални дебелини на стените, по-малки от %6 инча (7,9 mm), приспадането от основното минимално удължение в 2 инча (50,08 mm) за всяко Vzi - инча (0,8 mm) намаление на номиналната дебелина на стената под %6 in. (7,9 mm), в процентни пунктове | 1.5A | 1.25A | 1.0A... |

Хидростатично изпитване

NDT(RT) тестване

NDT(UT) тестване
Тест за огъване—достатъчна дължина на тръбата трябва да стои огъната студена на 90° около цилиндричен дорник.
Тест за сплескване-въпреки че не се изисква изпитване, тръбата трябва да е в състояние да изпълни изискванията за изпитване за сплескване.
Хидростатичен тест—с изключение на разрешените случаи, всяка дължина на тръбата трябва да бъде подложена на хидростатично изпитване без изтичане през стената на тръбата.
Безразрушителен електрически тест-като алтернатива на хидростатичното изпитване, цялото тяло на всяка тръба трябва да бъде тествано с неразрушителен електрически тест.когато се извършва безразрушителен електрически тест, дължините се отбелязват с буквите „NDE“
Ултразвуковото изследване
Изследване на вихрови токове
Гола тръба, черно покритие (по поръчка);
Двата края с крайни протектори;
Обикновен край, скосен край;
Маркиране.



| Външен диаметър | Външният диаметър на тръбните пилоти не трябва да варира повече от ±1% от определения външен диаметър. | ||
| дебелина на стената | Дебелината на стената във всяка точка не трябва да бъде повече от 12,5% под определената номинална дебелина на стената. | ||
| Дължини | Тръбните купчини се доставят в единични произволни дължини, двойни произволни дължини или в еднакви дължини, както е посочено в поръчката за покупка, в съответствие със следните ограничения: | Единични произволни дължини | 16 до 25 фута (4,88 до 7,62 мм), инч |
| Двойни произволни дължини | Над 25 фута (7,62 м) с минимална средна височина от 35 фута (10,67 м) | ||
| Еднакви дължини | дължина, както е посочено с допустима вариация от ±1 инча. | ||
| Тегло | Всяка дължина на тръбната купчина се претегля отделно и нейното тегло не трябва да варира с повече от 15% над или 5% под нейното теоретично тегло, изчислено с помощта на нейната дължина и нейното тегло на единица дължина. | ||